Пружины навивки в холодном состоянии навивают вручную, на токарных станках при использовании соответствующих приспособлений и пружинонавивочных автоматах
Из бунта пружинной проволоки или прутков диаметром до 10 мм.
Пружинная проволока диаметром 0,2—1,0 мм предназначается для навивки самых мелких. Хранится такая проволока в бунтах, обработанных специальной смазкой и тщательно упакованных льняным промасленным материалом, предохраняющим проволоку от коррозии. Развертывать и раскручивать бунты не рекомендуется. Это приводит к образованию петель, забоин и к скручиванию. Исправить эти дефекты у такого диаметра невозможно. По этой причине у пружинонавивочных автоматов для навивки из проволоки диаметром 0,2—1,0 Мм механизмы для правки отсутствуют.
Пружинная проволока диаметром 1—4 мм, предназначается для навивки мелких. Бунты также хранятся в тщательной упаковке, которая предохраняет их от механических повреждений и коррозии.
Прутки пружинной стали диаметром 6—10 мм хранятся в законсервированном виде, упакованные в специальные деревянные ящики.
Все пружинные стали со склада поступают на промежуточный склад цеха, откуда на производственный участок пружинного цеха. Бунт распаковывают, очищают от смазки и визуально определяют состояние проволоки. Перед установкой бунта проволоки на вращающуюся катушку измеряют диаметр, осматривают, нет ли петель, узлов и забоин.
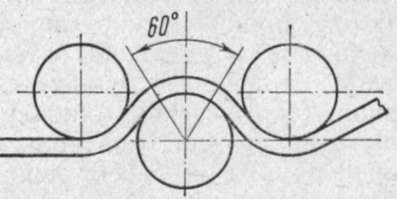
Проволоку-катанку рекомендуется перед навивкой править или рихтовать между роликами с углом охвата 60° (рис. 62), а диаметр роликов рекомендуется выбирать кратным четырем — шести диаметрам проволоки. Правка помогает выявить возможное расслоение, увеличивает выносливость при переменных деформациях изгибом, а также повышает ее предел упругости. Рихтовка не обеспечивает полного выявления расслоений и поэтому не нашла широкого применения в массовом производстве. Правка пружинной проволоки диаметром 1 мм и более возможна на пружинонавивочных автоматах. С этой целью на пружинонавивочных автоматах установлены правильные механизмы навивки.
Навивка пружины Форма сжатия (см. рис. 53) может быть цилиндрической, конической и бочкообразной.
Технологический процесс изготовления из проволоки диаметром 0,2 — 0,7 мм состоит из следующих операций: навивка спирали; обрубка крайних витков и удаление заусенцев; обжатие на специальной оправке до соприкосновения витков; заточка торцов; термическая обработка и правка; испытание, контроль качества и размеров; покрытие защитным слоем; контроль качества защитного покрытия; испытание и повторный контроль размеров.
Технологический процесс изготовления мелких и средних витых из проволоки диаметром 1,0— 10 мм включает следующие операции: заточка и шлифовка торцов у пружин сжатия; термическая обработка; предварительное обжатие или растяжение; испытание, контроль размеров; окраска (покрытие) и их контроль.
Пружины из специальных сортов пружинной стали подвергаются закалке и отпуску, а из высокоуглеродистой патентированной пружинной стали — только отпуску.
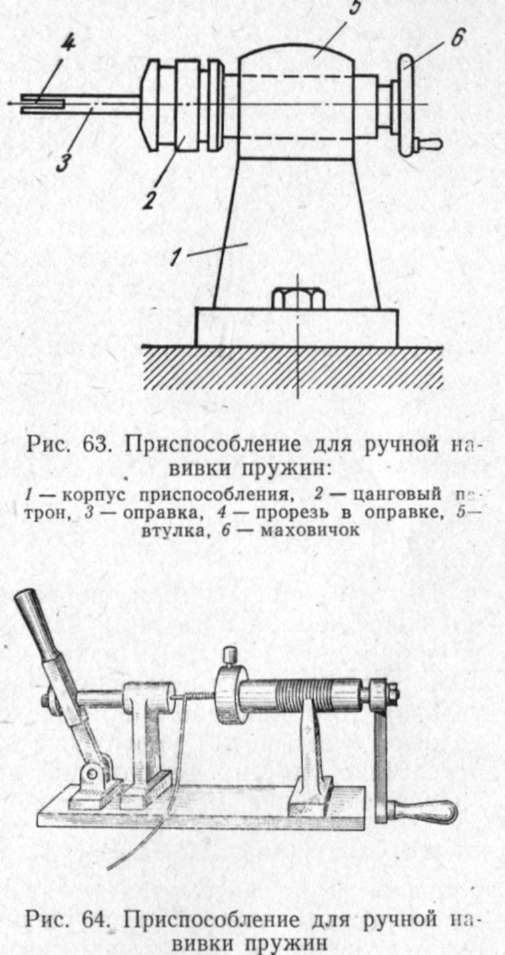
При изготовлении мелких пружин из патентированной углеродистой проволоки диаметром свыше 0,2 мм применяют приспособления с ручным приводом (рис. 63 и 64). Проволоку закрепляют на оправку, установленную в цанговый патрон ручного привода имеющую прорезь или съемное кольцо. Крепление конца на оправке должно быть надежным. Качество навитых на приспособлении зависит от натяжения и направления ее при навивке на оправку, что обусловливается квалификацией рабочего. Ручная навивка очень непроизводительна и применяется только в единичном и мелкосерийном производствах.
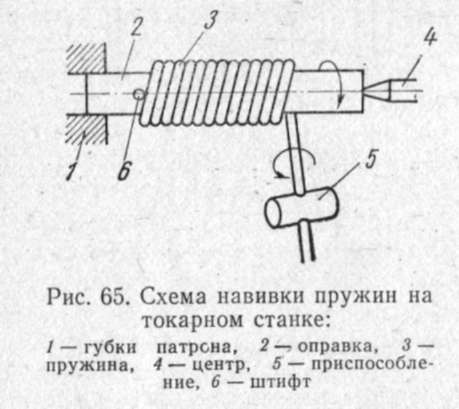
Для изготовления больших партий применяют холодную навивку на токарных станках различна гладкую оправку, нитроне, закрепленном в шпинделе передней бабки, а другим — в центре задней бабки. Проволоку пропускают через прижимное устройство, закрепленное на продольном суппорте станка, а конец ее закрепляют клиновым зажимом на оправке. Зажимное устройство, осуществляя натяг проволоки при навивке, должно обеспечить постоянный натяг ее на оправку в процессе изготовления всей партии. Величина шага пружины задается подбором зубчатых колес гитары и вращением ходового винта, который перемещает продольный суппорт станка. Скорость навивки зависит от диаметра проволоки составляет от 10 до 40 м/мин.
Более производительный способ — на переоборудованных токарных станках. Вместо задней бабки на станину станка устанавливают специальное приспособление, с помощью которого крепят оправку и которое осуществляет натяжение проволоки при навивке и перемещении его по оправке на заданный шаг копировального винта, закрепленного за передней бабкой станка. При навивке с прижатыми крайними витками часть резьбы копира, где витки пружины должны быть навиты вплотную, заделывают с учетом плавного перехода от наружного диаметра нарезки резьбы к внутреннему.
В некоторых случаях пружины сжатия навивают на гладкие оправки с плотно прижатыми витками.
При рубке или резке, проволоки навитой пружины рабочий должен помнить о ее упругих свойствах.
Длинную пружину разрубают на мерные заготовки с определенным количеством витков вручную или на прессе. Разводка на определенный шаг выполняется вручную или в приспособлении с учетом ее осадки при последующем обжатии и испытании. Крайние нерабочие витки пружины разводке не подвергаются.
Подбор оправок на ручных приспособлениях, а также и на токарных станках обычно производится опытным путем или по экспериментальным формулам, отражающим чаще всего конкретные условия того или иного производства. При этом необходимо учитывать увеличение диаметра пружины вследствие упругих деформаций после холодной навивки и уменьшение диаметра после термической обработки.
Навивка на токарных станках по сравнению с навивкой на автоматах отличается низкой производительностью, требует выполнения весьма трудоемких ручных операций, к числу которых относятся: заправка проволоки в приспособление для каждой навиваемой пружины; отрубка навитой пружины от бунта проволоки; рубка длиннонавитых на мерные заготовки; разводка на заданный шаг при плотной навивке.
Самым современным и производительным с ГОСТом является навивка на пружинонавивочных автоматах, исключающих применение ручных операций.
На автоматах вручную выполняется только заправка конца проволоки при установке нового бунта.
На автоматах рабочий должен помнить, что минимальный наружный диаметр навиваемой пружины должен быть не менее пятикратной толщины проволоки.
Навивочный механизм автомата испытывает воздействия больших усилий и напряжения, что приводит к частой поломке деталей автомата.
Важное значение в изготовлении имеет обработка торцов крайних (нерабочих) витков. Суть обработки торцов заключается в создании опорных плоскостей, перпендикулярных оси. При обработке крайних нерабочих витков пружины любым способом необходимо учитывать интенсивность обработки, от которой зависит нагрев обрабатываемых витков. При сильном нагреве и последующем охлаждении образуются трещины и при дальнейшей обработке крайние витки ломаются.
При изготовлении пружин ответственного назначения необходимо более точное прилегание торцовых витков к опорным плоскостям. Для этого осуществляют обработку 1/4 витка по торцовой плоскости. Припуск на механическую обработку торцов назначается в зависимости от целевого назначения. При больших припусках предусматривается операция фрезерования.
Торцы фрезеруют у крупных. Фрезерование осуществляют на горизонтальных и вертикальных фрезерных станках тогда, когда обработка припуска торца составляет от 2 мм и больше. Фрезерование торцов выполняют на специально изготовленных и установленных па стол фрезерного станка в вертикальном или горизонтальном положении оправках, оснащенных мощными зажимами.
Торцы у большинства средних и мелких пружин обрабатывают на простых заточных станках вручную. Та кой обработке подвергают торцы пружин неответственного назначения или пружин сжатия, опорные плоско сти которых не влияют на работу. Торцы ответственного назначения обрабатывают в две операции: предварительная обработка — заточка и окончательная — шлифование в специальном приспособлении, обеспечивающем перпендикулярность торцов оси пружины.
В массовом производстве торцы обрабатывают на автоматических заточных станках, оборудованных специальными магазинами для предварительной установки пружины перед шлифованием между двумя шлифовальными кругами, которые установлены на индивидуальных шпинделях и автоматически регулируют., подачу на обработку и одновременно шлифуют оба торца.
Для заточки торцовых витков применяют шлифовальные круги с различной зернистостью и твердостью. Марку шлифовального круга для заточки торцов пружины выбирают в зависимости от ее размеров и марки материала. Для крупных пружин применяются шлифовальные круги зернистостью 50/40, а для средних и мелких пружин — круги зернистостью 40/25 средней твердости. Для предварительной заточки торцов применяют шлифовальные круги с мелким зерном. При предварительном затачивании и окончательном шлифовании применяют обильное эмульсионное охлаждение, которое обеспечивает охлаждение нагревающихся при обработке витков.
Механическая обработка опорных плоскостей определяется техническими условиями. У пружин сжатия неответственного назначения торцовые плоскости затачивают на заточных станках. В массовом производстве торцовые плоскости пружин сжатия обрабатывают с применением гидравлических или пневматических приспособлений, обеспечивающих высокую производительность благодаря быстрым установке и съему с рабочего стола.
Торцовые плоскости шлифуют после термической обработки. Пружины сжатия устанавливают в специальные приспособления, обеспечивающие перпендикулярность шлифованных опорных плоскостей оси. В массовом производстве торцовые плоскости пружины сжатия шлифуют на шлифовальных полу автоматах. Шлифовальные полуавтоматы обеспечиваю высокое качество шлифованной поверхности и перпендикулярность ее оси.
